
Polymaker PolySonic PLA: Nopea tulostus korkealla laadulla
Viime vuosina 3D-tulostuksen nopeus on muuttunut rajusti. Filamenttia ei kuitenkaan ole juurikaan mukautettu nopeiden tulostimien spesifikaatioihin. Meillä on nyt tulostimia, jotka voivat helposti tulostaa yli 500 mm/s nopeudella, ja silti käytämme tähän edelleen perinteistä PLA:ta. Tavallinen PLA ei kuitenkaan aina toimi hyvin suurilla virtausnopeuksilla.
Meidän oma ecoPLA:mme voi tulostaa 500 mm/s nopeudella ilman ongelmia. 500 mm/s ei kuitenkaan aina tarkoita 500 mm/s. Monet tulostimet voivat tulostaa 500 mm/s nopeudella, kunhan malli ei ole liian monimutkainen. Monimutkaisissa malleissa, joissa on paljon tulostusliikkeitä tai jyrkkiä muotoja, tulostimen kiihdytyskyky rajoittaa suurinta saavutettavissa olevaa nopeutta, jotta voidaan varmistaa kunnollinen laatu.
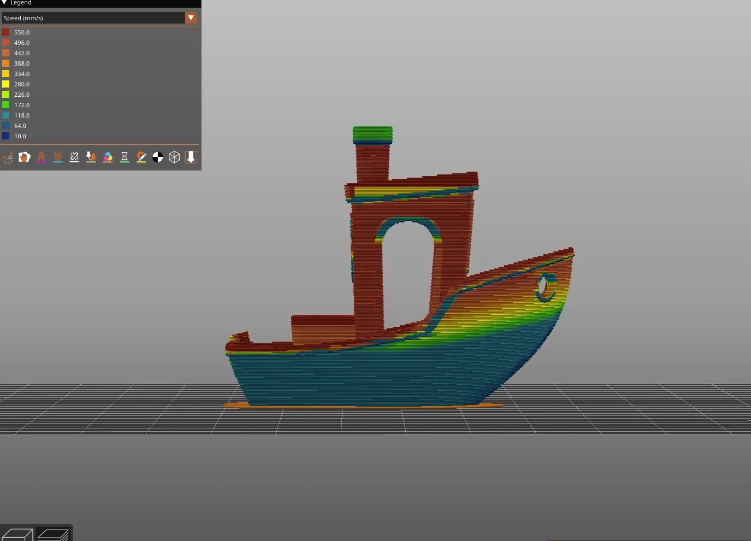
Katsokaa tätä kuvaa. Tässä meillä on klassinen Benchy, jonka maksiminopeus on 550 mm/s. Kaikki punaisella merkitty on maksiminopeudella, mutta on myös muita nopeusarvoja. Tässä olemme rajoittaneet nopeutta laatusyistä. Huomaat sinisen värin, joka edustaa jyrkkää keulan ylitystä. Ylitykset ovat laadun tappajia, ja tässä kerroksia ei ole sijoitettu suoraan edellisen kerroksen yläpuolelle, vaan vinosti. Tämä tarkoittaa, että ne eivät ole täysin vakaita, ja komponenttien jäähdytyksen on jähmennettävä ne mahdollisimman nopeasti, sillä muuten ne liikkuvat hieman seuraavan kerroksen tullessa, mikä johtaa huonoon laatuun. Tässä olemme vähentäneet nopeutta, jotta komponenttijäähdytys voi tehdä tämän kunnolla.
Jos tulostimesi rajoittaa nopeutta, koska se ei kestä suurta kiihtyvyyttä, voi tapahtua samanlainen asia, ja tiukkojen kulmien nopeutta vähennetään ensimmäisenä. Katso, mitä suuri nopeus voi tehdä rakkaalle Benchyllesi:

Kumpikin näistä skenaarioista aiheuttaa toisen ongelman. Mitä pidempään hehkulanka on kuumennuksessa (eli kun nopeudet ovat alhaisemmat), sitä enemmän lämpöä se voi imeä lämmityslohkosta. Vaikka tämä on virtauksen kannalta hyvä asia, se johtaa itse asiassa mielenkiintoiseen vaikutukseen. Lämpimämpi filamentti näyttää kiiltävämmältä, viileämpi filamentti näyttää himmeämmältä. Kun nämä vaikutukset yhdistyvät, valmiiseen tulosteeseen voi syntyä raidallinen "shark skin" -ilmiö, joka ei näytä kovin hyvältä. Seuraavassa kuvassa näet, mitä tarkoitan, toinen puolikas tulostettiin 100 mm/s ja toinen 500 mm/s nopeudella, toinen on kiiltävä ja toinen matta, kontrasti on helppo nähdä.

Tiedämme siis nyt, että suuret nopeudet voivat vaikuttaa tulostustulokseen, kun filamentille ei anneta tarpeeksi aikaa jäähtyä ja syntyy rumia artefakteja silloin, kun suuret nopeudet eivät yksinkertaisesti ole mahdollisia mallin geometrian vuoksi.
PLA:ta ei yleensä ole helppo jäähdyttää. Monilla filamenteilla ei ole tätä ongelmaa. Siitä lähtien, kun 3D-tulostimissa alettiin käyttää PLA:ta harmaina aikoina, olemme aina vaatineet 100 %:n jäähdytystä, toisin kuin PETG, ABS, ASA ja muut, jotka vaativat korkeintaan 50 %:n jäähdytyksen tai joissakin tapauksissa eivät jäähdytystä lainkaan.
Ilmeinen ratkaisu on parempi jäähdytysjärjestelmä. Koska suurnopeustulostimet eivät kuitenkaan pidä ylimääräisestä painosta liikkuvissa komponenteissa (jos kyseessä on ylimääräinen tai vankempi tuuletin), tämä ei ole aina edullista. Joissakin tulostimissa tuulettimet ovat nykyisin painon vähentämiseksi rungossa tulostuspään sijasta. Neptune 4 -sarjan tulostimissa on tuulettimet portissa, jota Z-akselin moottorit liikuttavat vain vuoronvaihtoja ja Z-hyppyjä varten. Muissa tulostimissa, kuten Voron-tulostimissa, voidaan lisätä CPAP-tuulettimia, jotka ovat tehokkaita etätuulettimia, jotka kanavoivat ilmaa letkun kautta tulostuspäähän. Nämä ovat kuitenkin vielä harvinaisuuksia, sillä useimmissa tulostimissa tuulettimet ovat edelleen tulostuspäässä. Lisätuuletuksesta huolimatta niiden tehokkuus on lopulta rajallinen.
Ja vaikka jäähdytysongelma ratkaistaisiinkin, ongelmana voi edelleen olla vaihteleva syöttönopeus, joka aiheuttaa raidallisen vaikutuksen tulostettavaan kappaleeseen.
Mitä muuta voimme siis tehdä? Miten olisi muunneltu filamentti, jota voidaan jäähdyttää helpommin ja tehokkaammin ja jossa värinmuutosta ei havaita eri syöttönopeuksilla? Näyttää siltä, että meillä on nyt jotain sellaista.
Polymaker PolySonic PLA
Polymakerin uusi PolySonic PLA soveltuu korkeaan virtaukseen. Sillä voi tulostaa jopa 29 mm³/s. Tämä tarkoittaa, että jos tulostat 0,4 mm:n suuttimella, voit saavuttaa jopa 500 mm/s nopeuden, jos tulostat enintään 0,14 mm:n kerroskorkeudella. Jos haluat korkealaatuista tulostusta suurella nopeudella, tämä filamentti on juuri oikea sinulle.
Ensinnäkin PolySonic on korkean virtauksen filamentti. Se sulaa nopeasti kuumennuspäässä, mikä on juuri sitä, mitä tarvitset korkeaan virtaukseen. Filamentin pitäisi sulaa mahdollisimman nopeasti ja vähentää viskositeettiaan, jotta minimoidaan vastus, joka voi aiheuttaa askelmoottorisi kompastumisen ja askelten menettämisen. Toisaalta se voi myös haihduttaa lämpöä nopeammin nopean lämpöabsorptionsa ansiosta, joten jäähdytys on tehokkaampaa. Vaikka saatavilla on muitakin korkean virtauksen filamentteja, PolySonic on suunniteltu korkeaan laatuun suurella nopeudella, ja toisin kuin nämä filamentit, se voi helposti poistaa haihattelun.
Testasimme sitä Anycubic Kobra 2 Pro -tulostimellamme, joka voi tulostaa 20K:n kiihtyvyydellä jopa 500 mm/s, mikä on erittäin vaikuttavaa, etenkin hintaansa nähden.
Haluimme viedä tämän filamentin äärimmilleen ja pystyimme tulostamaan penkkipainon varsin kohtuullisella laadulla 13 minuutissa. On sanottava, että työnsimme tämän todella äärirajoille, virtausnopeutemme oli 30 mm³/s, joten olimme juuri ja juuri rajan yläpuolella - katso tästä.
Testasimme myös filamentin äkillistä nopeudenvaihtelua osoittaaksemme, kuinka hyvin se pystyy käsittelemään Shark Skinia, ja tämä on tulos.

Kuten ennenkin, toinen puolikas on 100 mm/s ja toinen puolikas 500 mm/s. Värisävy ei muutu lainkaan, hain iho on poistettu kokonaan.
Päätimme myös tehdä realistisemman testin Kobra 2 Prolla tällä filamentilla, joten leikkasimme Benchyn uudelleen poistaaksemme kaikki näkyvät artefaktit edellisestä nopeustestistä. Tulostus saatiin valmiiksi 16 minuutissa, ja tämän saimme aikaan. Ei hainahkaa, hyvät ylitykset, hyvät sillat, mukava suora savupiippu, ei ollenkaan huono. Jos haluat nähdä koko tulosteen, voit katsoa sen täältä.
Jos haluat saavuttaa samat tulokset Kobra 2 Prolla, olemme keränneet kaikki asetukset sinulle alla olevaan taulukkoon.
Prusa Slicerin asetukset Kobra 2 Pro:lla Polymaker PolySonic PLA:lla suoritettavaa suurnopeusvertailua varten:
| Kerroksen korkeus | 0.25 mm |
| Ensimmäisen kerroksen korkeus | 0.28 mm |
| Perimetrit | 2 |
| Horizontal Shells | 2 |
| Sisätäyttö | 5 % Gyroid |
| Nopeus | 400 mm/s |
| Dynaaminen ylikulkunopeus | Sillat 100 % 25 % päällekkäisyys: 2 % 50 % päällekkäisyys: 20 % 75 % päällekkäisyys: 40 % |
| Matkat | 500 mm/s |
| Ensimmäisen kerroksen nopeus | 400 mm/s |
| Max tulostusnopeus | 500 mm/s |
| Suuttimen lämpötila | 205C |
| Pedin lämpötila | 60C |
| Jäähdytys | 100 % |
| Hidastaa, jos kerroksen tulostusaika on alle | 0 |
| Minimi tulostusnopeus | 350 mm/s |
| Muokattu G-koodi | Kerros 107: M220 S40 Kerros 139: M220 S60 Kerros 163: M220 S20 |
Sopivat tuotteet
-

Anycubic Kobra 2 Pro
- 1,2 GHz Cortex-A7 Dual Core -prosessori
- Kaksivaihteinen suoravetoinen ekstruuderi
- Kaksi Y- ja Z-akselia
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- Suurnopeusfilamentti
- Nopea suulakepuristusnopeus
- Erinomainen kerroksen tarttuvuus
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- Suurnopeusfilamentti
- Nopea suulakepuristusnopeus
- Erinomainen kerroksen tarttuvuus
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- Suurnopeusfilamentti
- Nopea suulakepuristusnopeus
- Erinomainen kerroksen tarttuvuus
Uusimmat artikkelimme:
Tutustu kauppaan 3DJake:
-
Suomi: Ilmainen vakiotoimitus alkaen 99,00 €
-
Ilmainen
palautuslähetys Yli 10.550 tuotetta
Toimitamme maailmanlaajuisesti
yli 40 maahan
